Parte daExtração e sincronizaçãosecção. Descascadores acionados e sua estratégia de montagem/alinhamento para malhar com descascadores estáticos lado de coleção.
Introdução
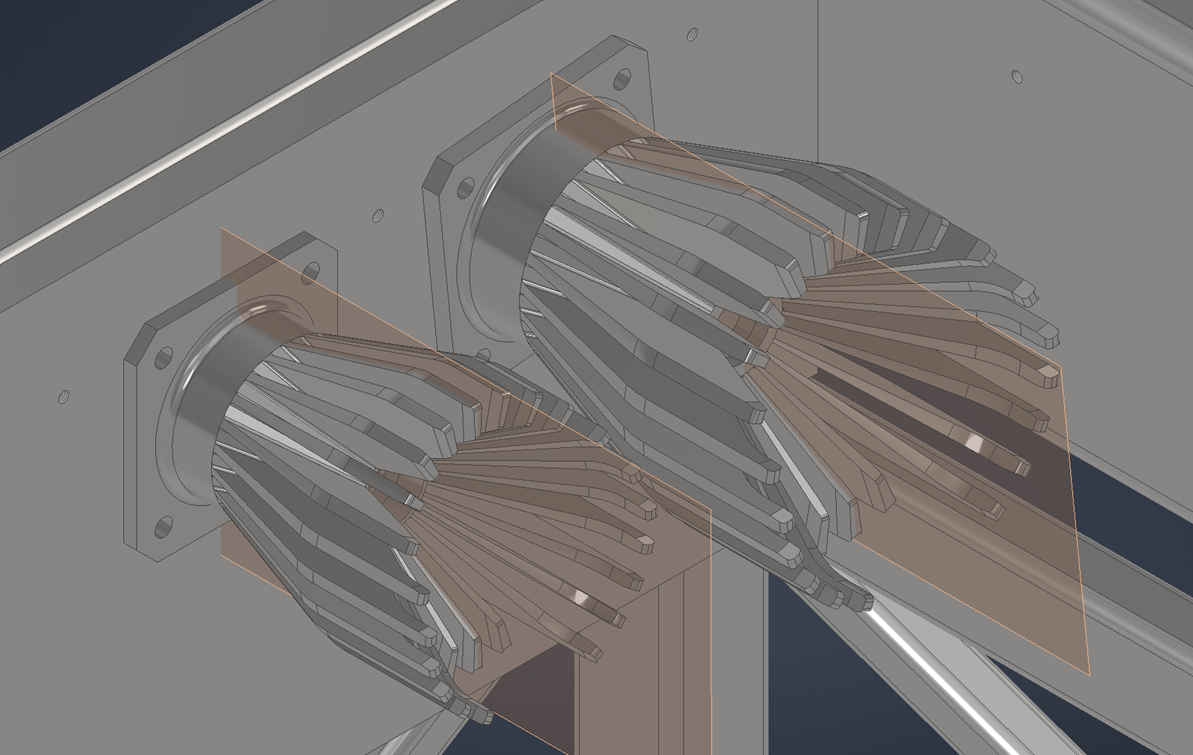
Os descascadores accionados são os dedos de extracção que se entrelaçam com os descascadores estáticos nocoleçãomódulo para comprimir e suco de frutas. A geometria do núcleo é herdada da máquina comercial. O principal trabalho aberto é definir a estratégia de montagem da flange/fabricação da placa e um procedimento de alinhamento que preserva a concentricidade e evita colisões; no final do curso, o intervalo alvo entre as faces descascadas acionadas e estáticas é de aproximadamente 2-3 mm.
& Componentes da chave de cor
Principais componentes e intenções (as cores podem variar de acordo com as figuras CAD).
Cor( s)
Componente
—
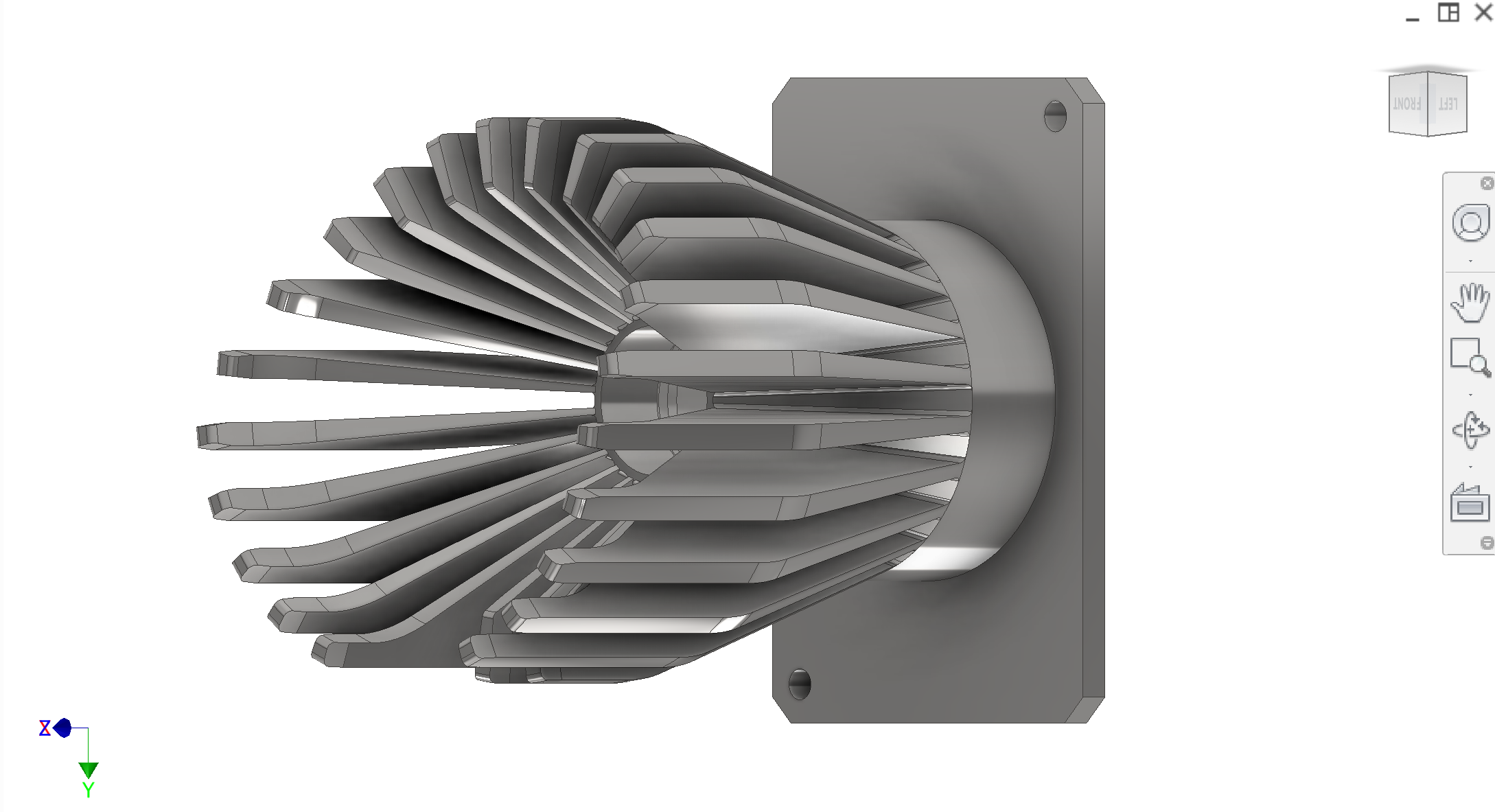
Corpo de descascador conduzido— geometria herdada da máquina comercial; interfaces com suporte accionado através de um flange de montagem fabricado/máquina (TBD).
—
Flange/placa de montagem do descascador acionado (TBD)— aproximação prevista: torno-máquina uma flange e soldar uma placa ao descascador para que possa ser aparafusada ao suporte accionado.
—
Interface de descascamento estático (colecção)— o descascador estático recebe igualmente uma flange de montagem. A superfície interna é usada como parte da interface recipiente/coletor de suco, por isso o acabamento e vedação da superfície são importantes (ver Coleção).
Figuras
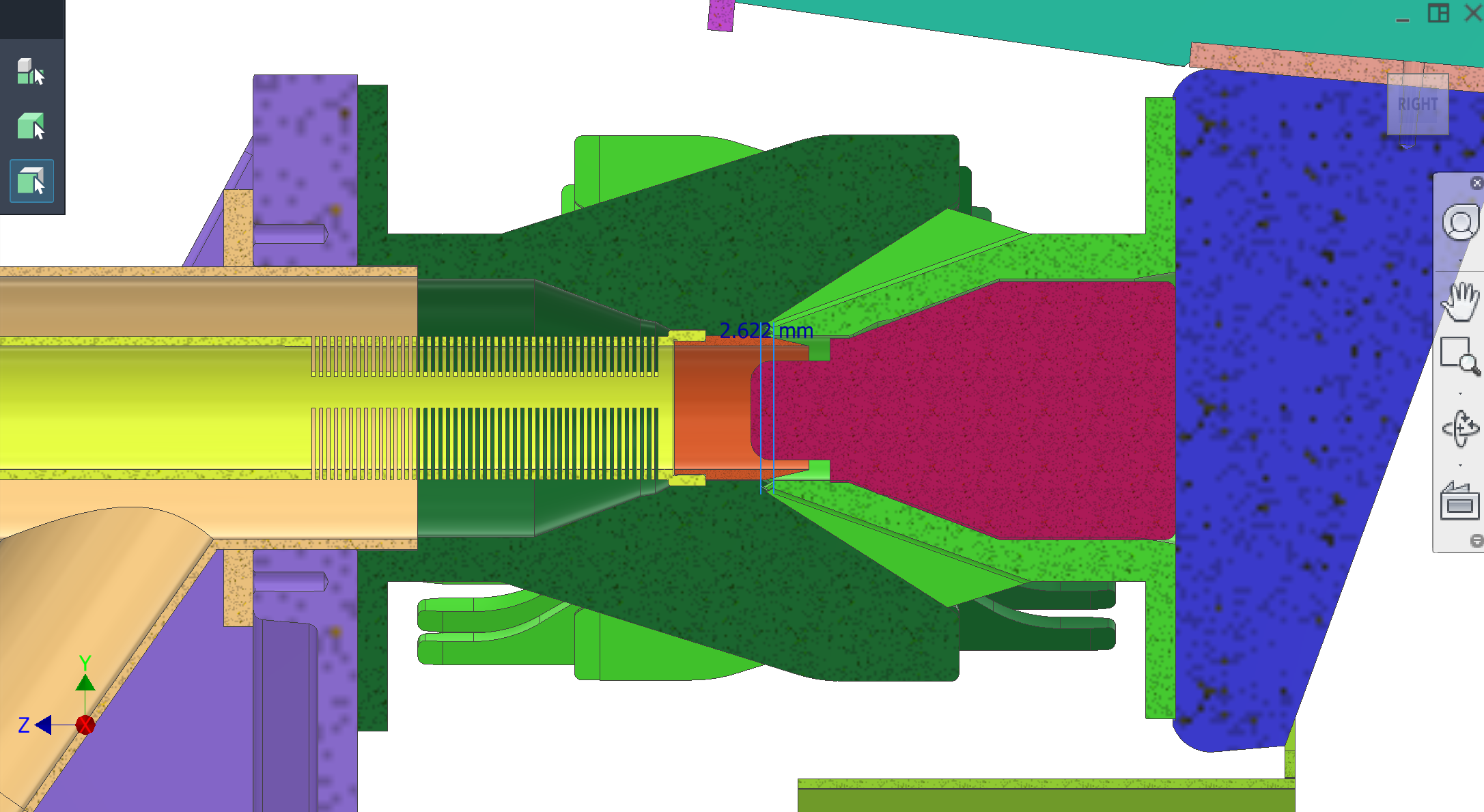
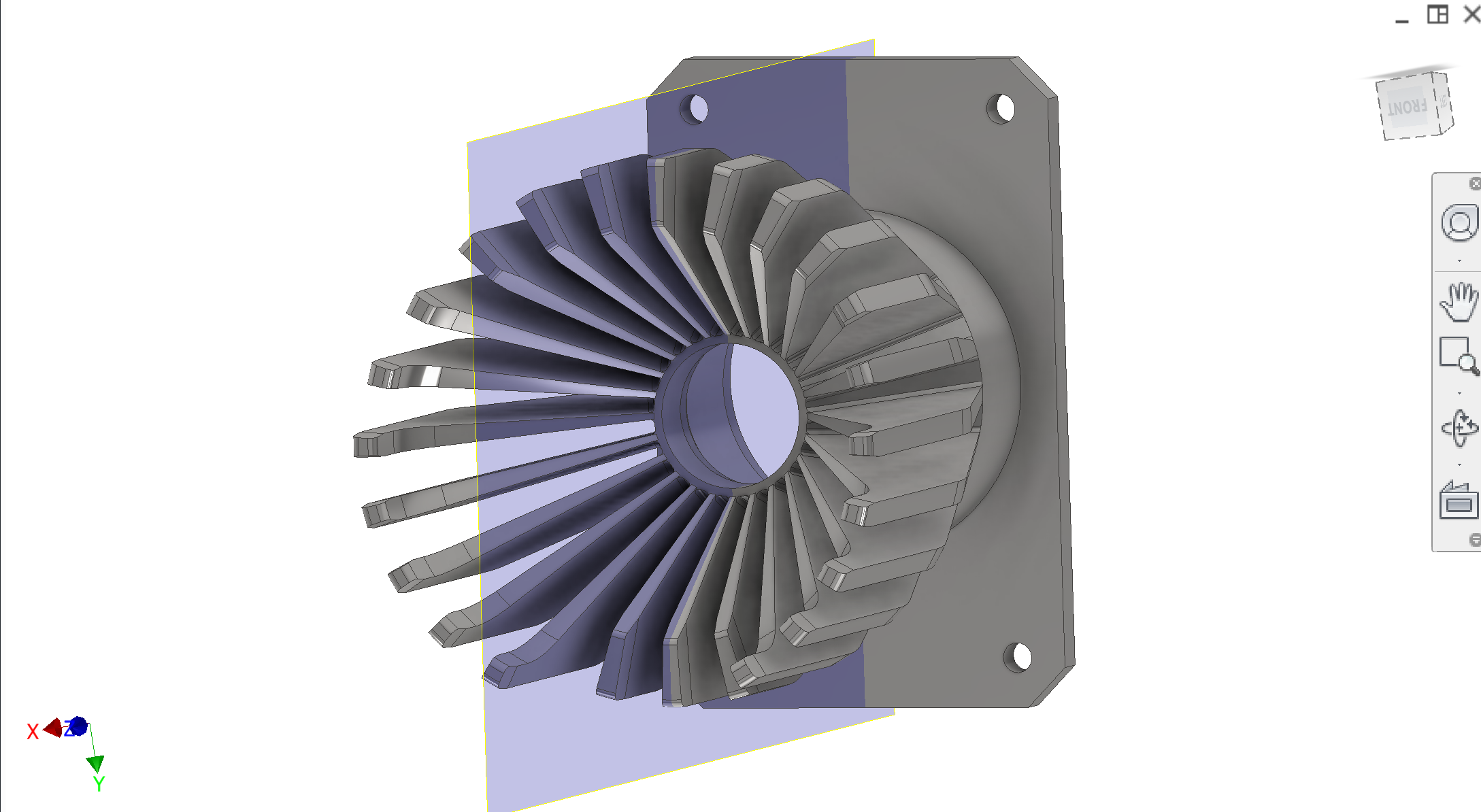
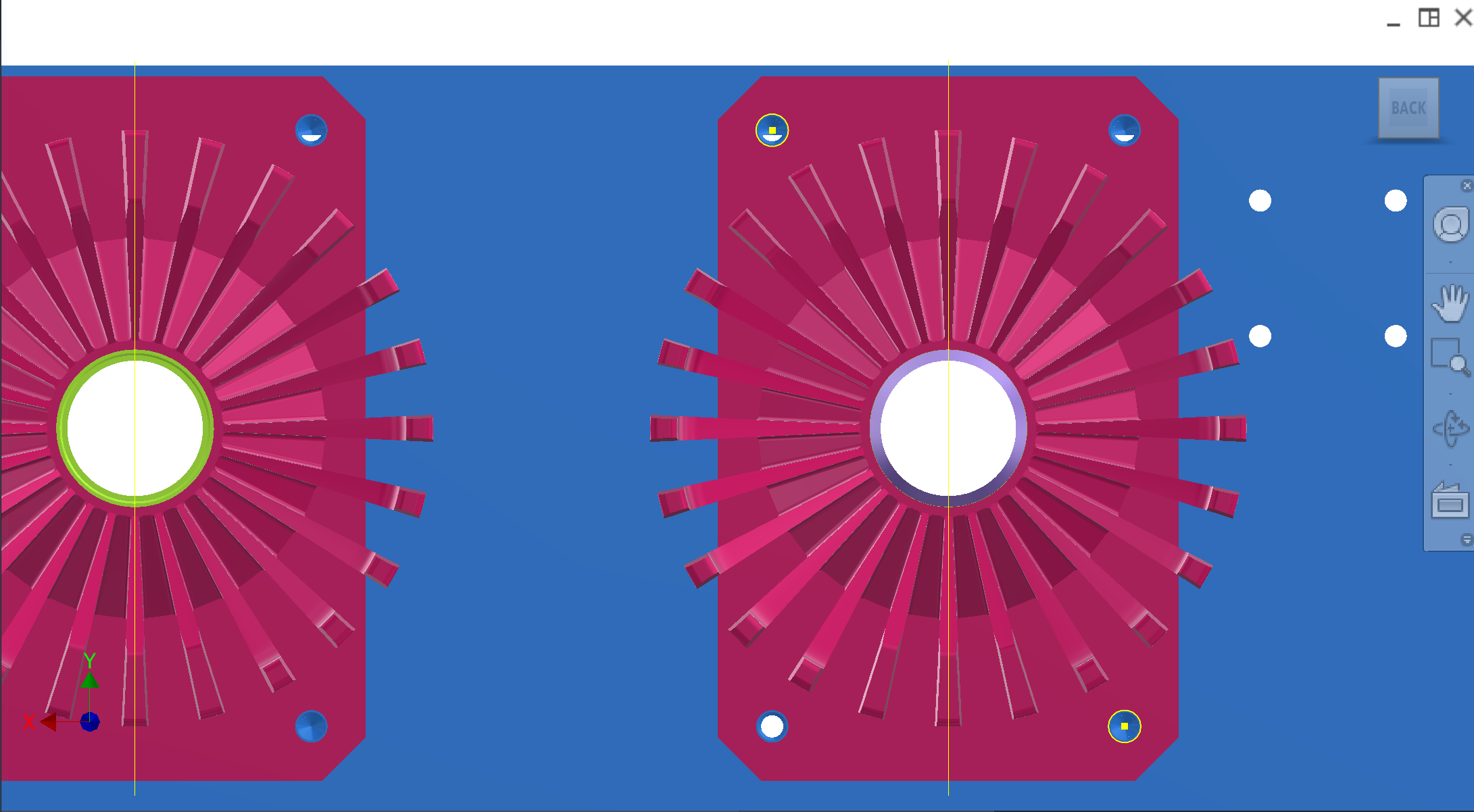
Descascador acionado/estático CAD, folga no engajamento e placa de montagem de coleta compós-alinhamentoburacos realçados. Ver tambémGaleria principal de extracção.
Figura 1. Liberação do descascador quando acionado.
1 / 5
P6-870 vs P6-970 escala de descascador
Figura de referência separada para comparação do tamanho do módulo (não faz parte da apresentação acima).
Figura 6. P6-870 vs P6-970 — comparação de escala de descascador / módulo (referência).
Números recomendados (clareza do contratante)
Adicionar figura:Procedimento de flange soldada— flange usinada em torno do corpo do descascador (preparação de solda + inspecção).
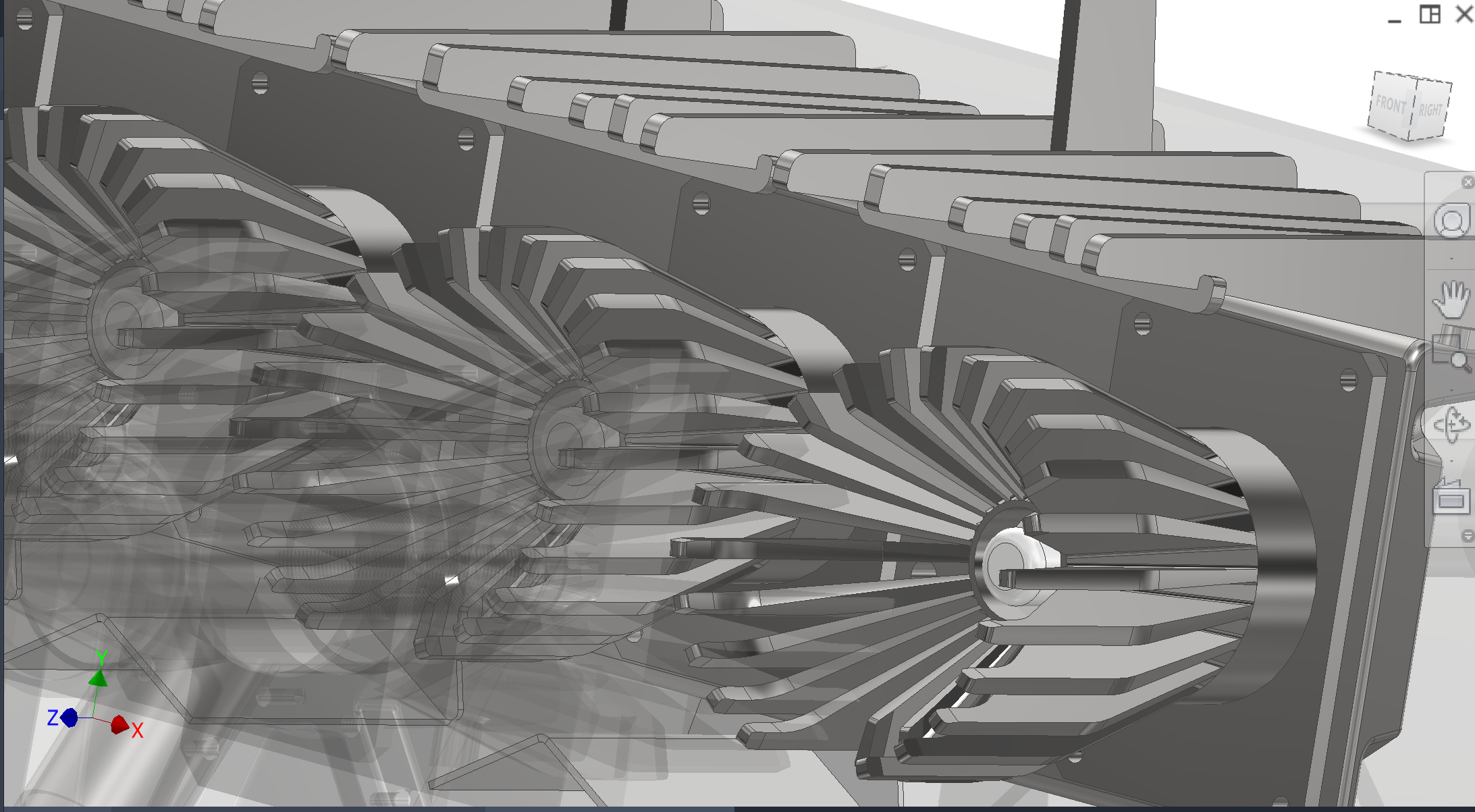
Adicionar figura:Mesh / interlace do dedo— close-up a meio do curso com chamadas mínimas de abertura.
Adicionar figura:Terras de descascador estático— colector de acasalamento da zona de acabamento superficialColecção).
Discussão
Desenho e intenção difíceis
Geometria do núcleo— Os peelers são herdados de uma máquina comercial existente; a intenção é reutilizar a geometria do descascador e construir novos hardwares de montagem/adaptação.
Estratégia de montagem (aberta)— Fabricar uma flange/placa de montagem para cada descascador, maquinando uma flange (lata) e soldando uma placa para que o descascador possa ser aparafusado no suporte (lado orientado) ou na placa de montagem de recolha (lado estático).
Problemas e riscos conhecidos
Concentricidade e colisão— Os descascadores accionados e estáticos devem ser alinhados concentricamente. O desalinhamento pode causar colisão no fim do curso e desgaste rápido.
Distorção da soldadura— A solda de uma placa a um descascador corre o risco de deformar ou deslocar o eixo do descascador; é necessário fixar e inspeccionar.
Lavagem- Isto está na zona de salpicos. As características de montagem e os fechos devem ser higiénicos e limpos.
DFM e fabricação (China)
Fixação e inspecção— Contratante para propor dispositivos de soldadura/maquinagem da flange/placa e verificação do escoamento/concentricidade do eixo.
Fixadores— Preferir os fechos higiénicos (cabeça de hex) e evitar os bolsos que prendem a polpa.
Fluxo de trabalho de alinhamento (intenção do proprietário)
Fornecerdois orifícios de fixação soltos(por exemplo, cantos superior esquerdo e inferior-direita) em cada montagem do descascador para ajuste.
Ajustar descascadores acionados e estáticos em relação uns aos outros até concêntricos/alinhados.
Aperte os fechos para travar, entãobroca + resmaos outros dois cantos através do descascador montar no suporte / placa.
Instalarpinos de ombro(ou cavilhas) nos locais redimensionados para alinhamento repetitivo na remontagem.
Perguntas para o contratante
Proponha tolerâncias práticas e um método de inspeção para a concentricidade/alinhamento do descascador que impeça a colisão e controle o desgaste.
Propor o melhor método de fabricação de flange/placa (rota de maquinagem, método de solda, fixação) que preserva a precisão do eixo do descascador.
Recomendar se parafusos de ombro, pinos de dobra, ou outro esquema de localização é melhor para a montagem repetitiva na prática fab China.
Interfaces
Entrada:Traço de compressão deTransmissãoempurra o módulo de extração para dentroColecção.
Saída:Extração de frutos através de malhas descascadas estáticas accionadas; descasque encaminhado paraSistema de eliminaçãovia deflectores/chutos.
Montar:Parafusos de rodasSuporte acionado. Peelers estáticos parafuso para recolher placa de montagem (ver Coleção).
Interfaces e tolerâncias
Interfaces e tolerâncias conhecidas. As ligações vão para subsistemas relacionados.
Parte
Interface / tolerância
Relacionado
Descascadores de motor
Montagem de flange/placa fabricada (TBD); alinhar-se aos descascadores estáticos usando ajuste → fluxo de trabalho ream/ombro-bolt
Flange de montagem/placa fabricada (TBD); a superfície interna faz parte da interface entre o recipiente e o colector de sumos; é provável que se lacre através de anéis O