← 返回传输 · P6 RFP 概述
变速箱安装板
的一部分传播部分。主结构板支撑轴安装座和线性轴承,并在压缩负载和堵塞情况下保持对准。
介绍
该板安装在车架导轨上,并支撑 35 毫米轴引导和轭架的线性轴承安装座。它强烈影响轴平行度、粘合风险以及提取和收集剥离器之间的对齐。存在两种候选架构:砂铸 + 后加工板和焊接 + 应力消除 + 加工板。
色键和组件
关键组件和意图(颜色可能因图而异)。
| 颜色) | 成分 |
|---|
| — | 变速箱安装板— 支持轴安装座和线性轴承安装座;必须是刚性的并且可重复对准。 |
| — | 轴承安装垫— 背面(负 Z 轴)上安装线性轴承安装座的加工区域;要求平整度。 |
| — | 底部法兰— L 型支架式法兰,用于用螺栓固定到导轨/横梁上;通过销钉定位待定。 |
人物
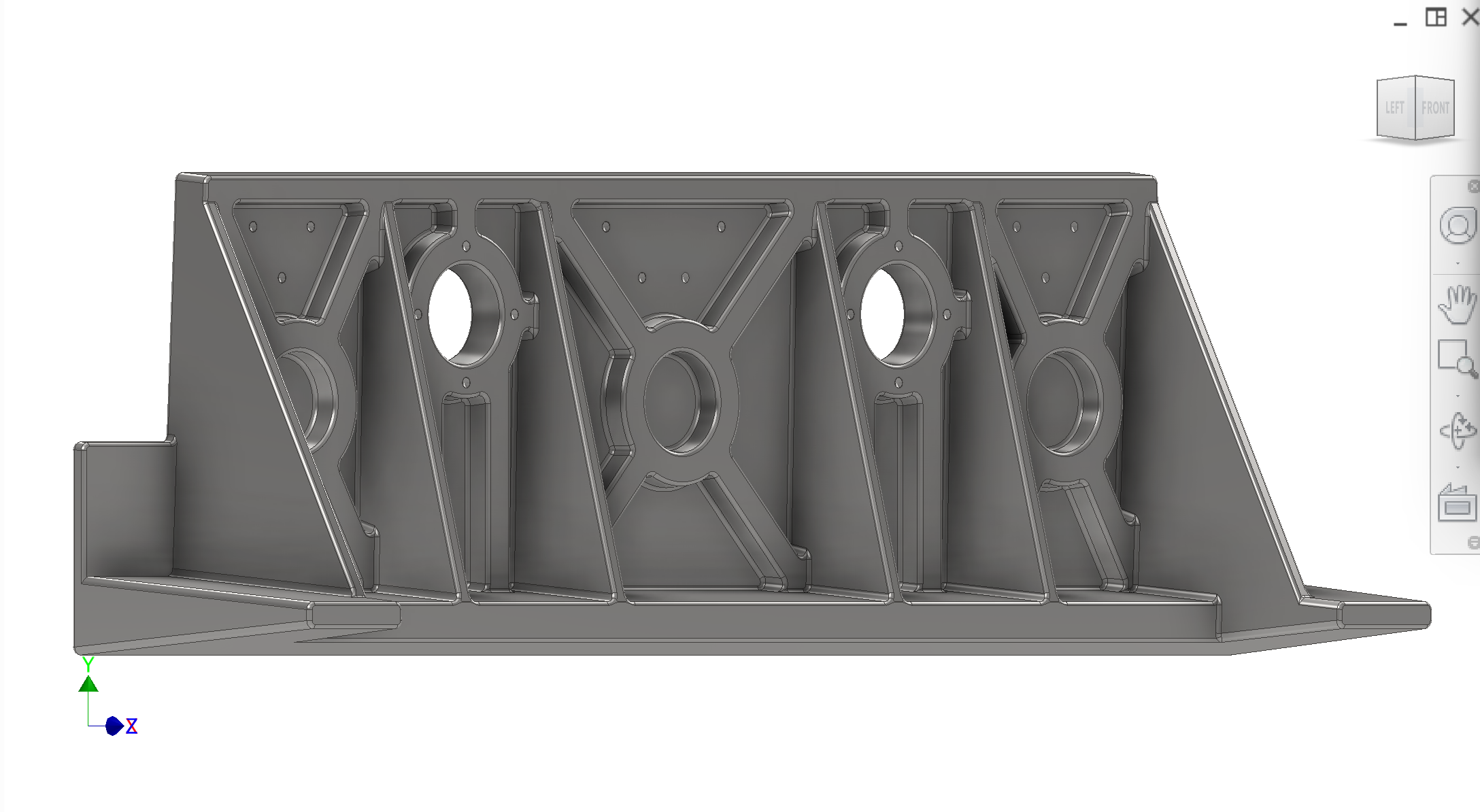
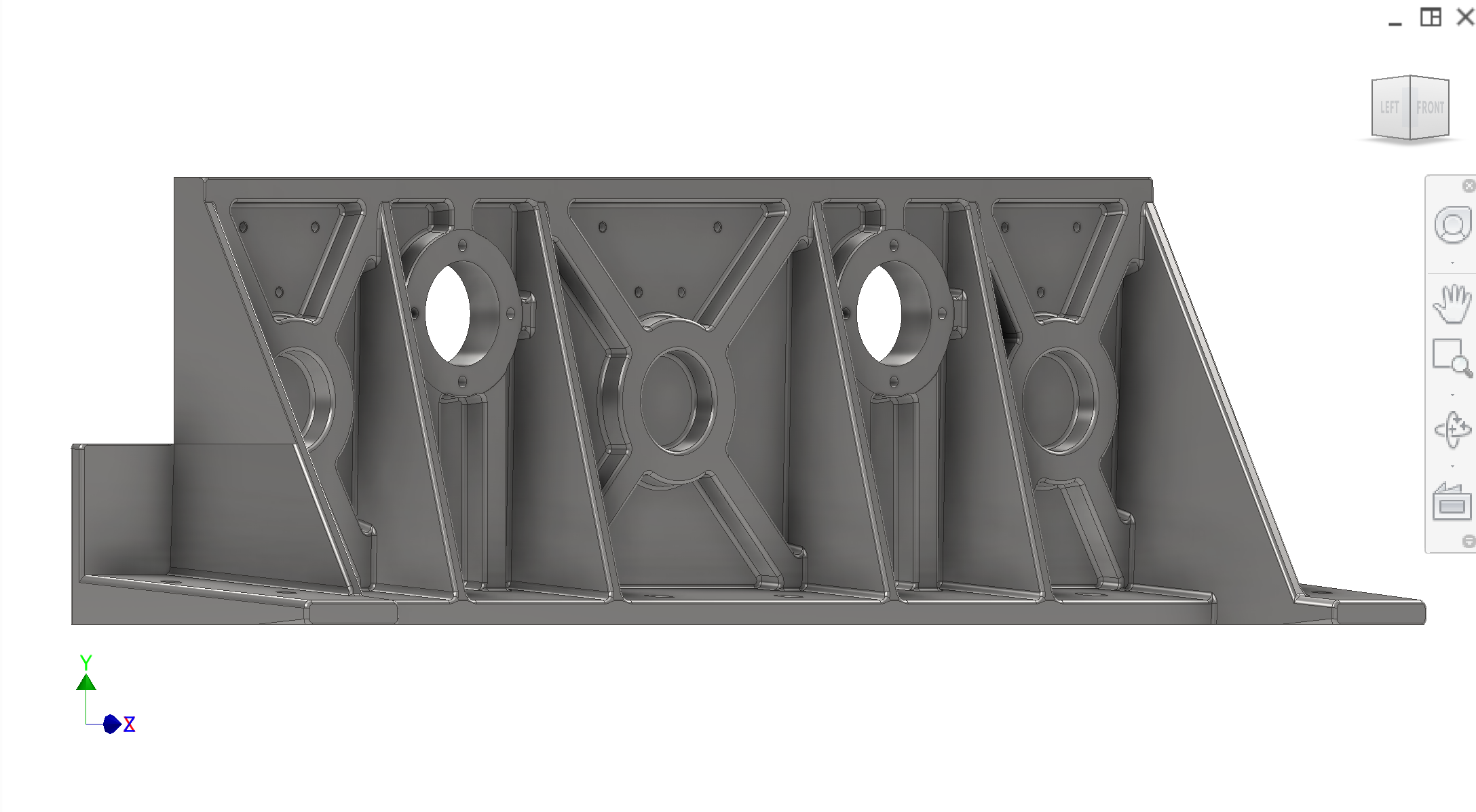
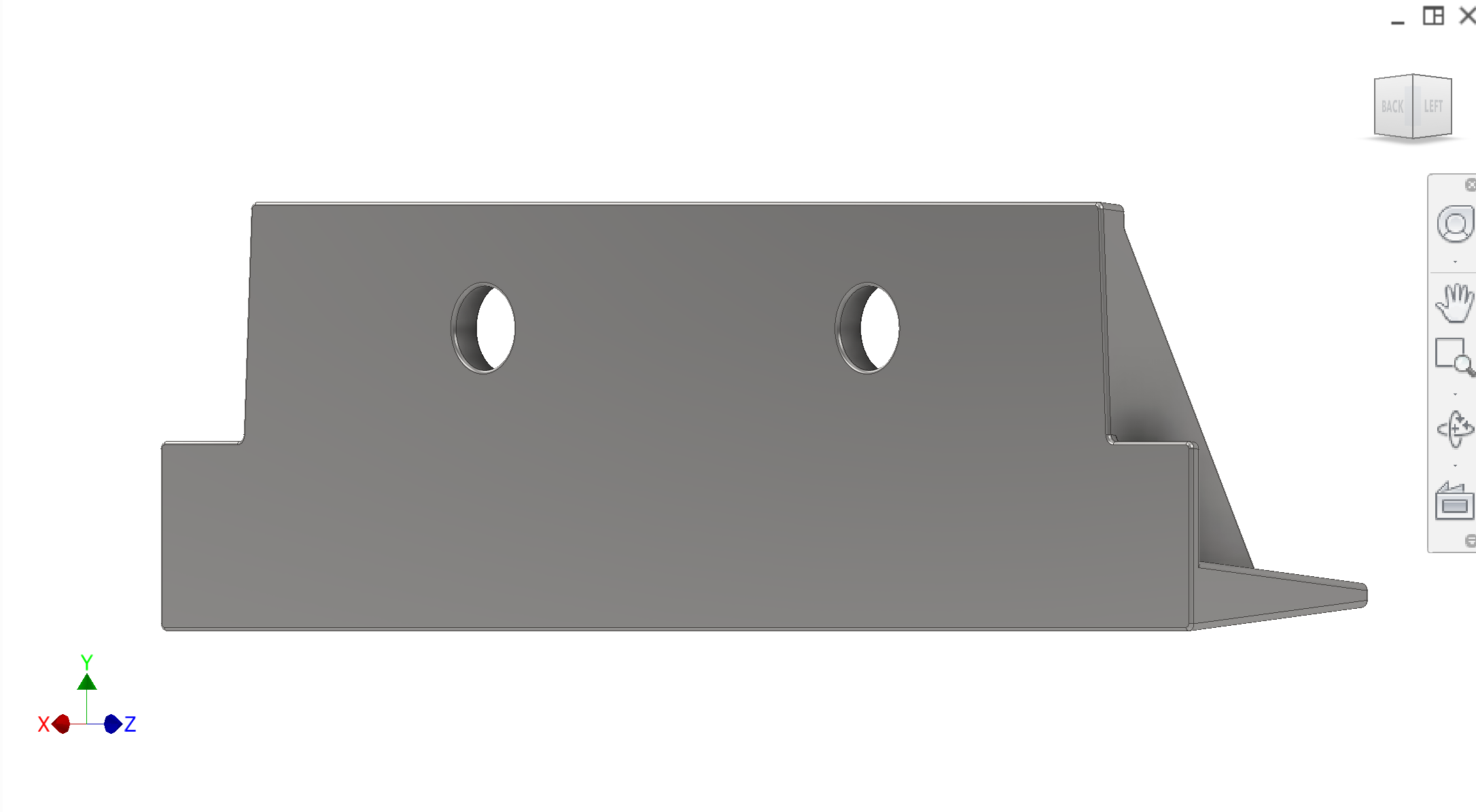
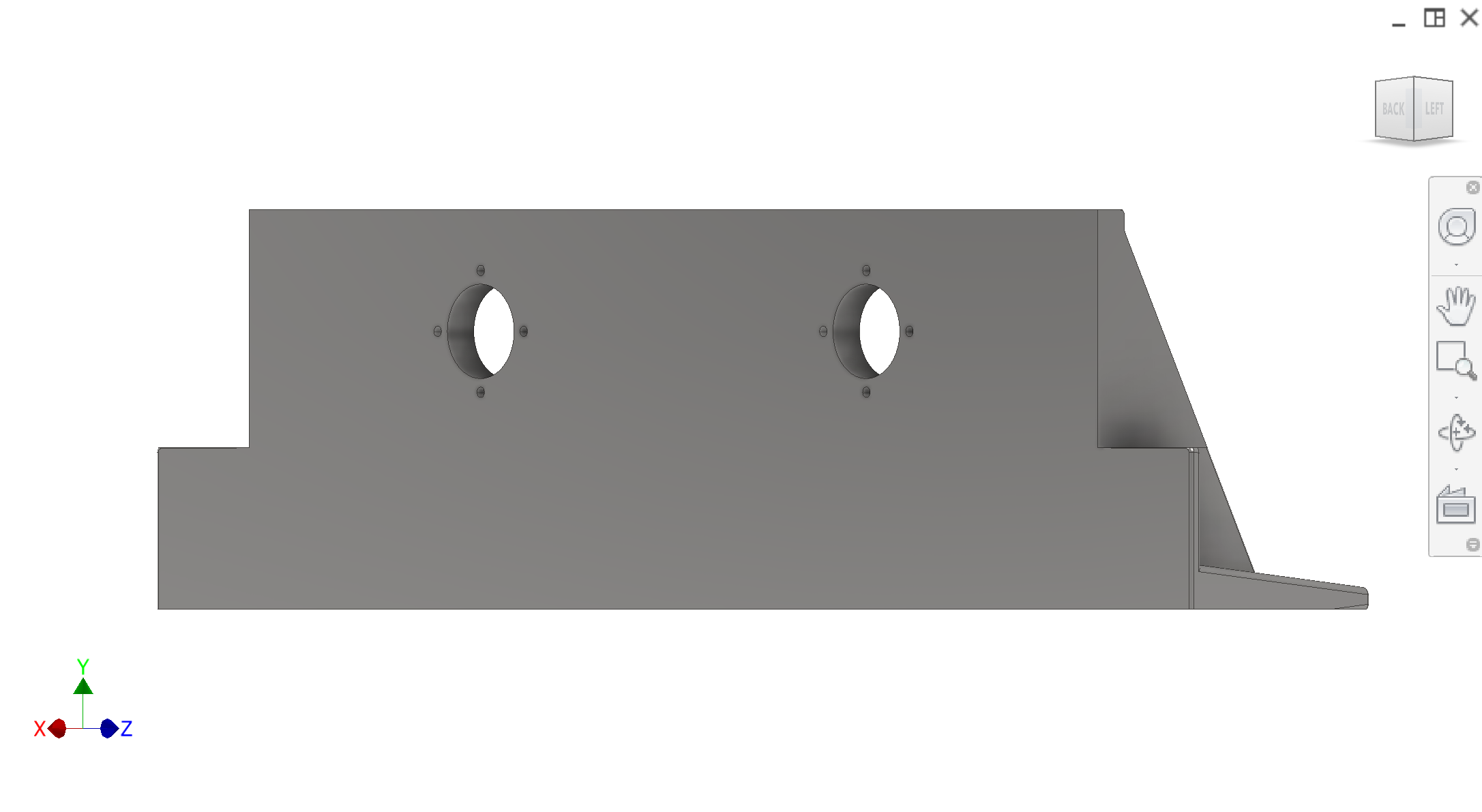
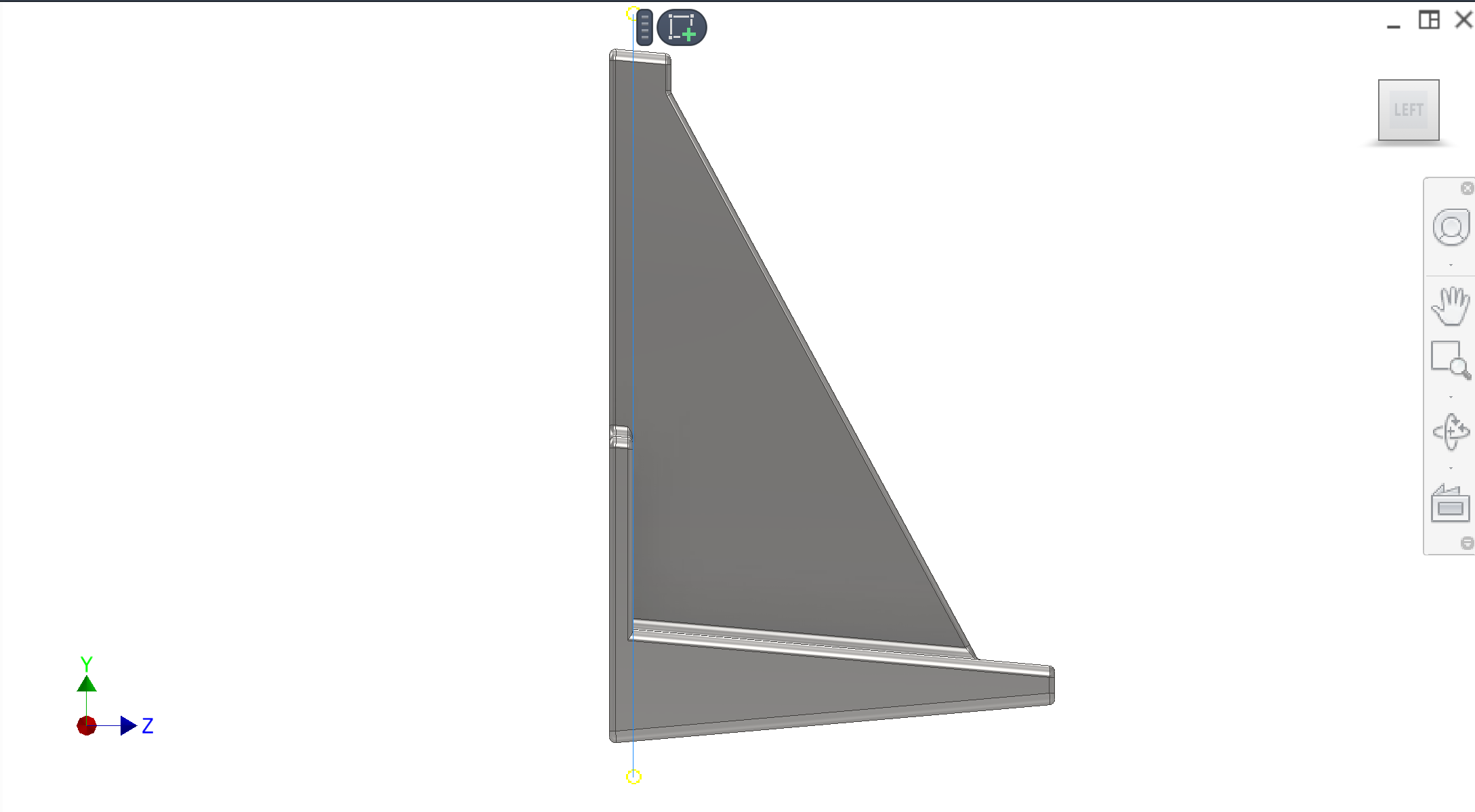
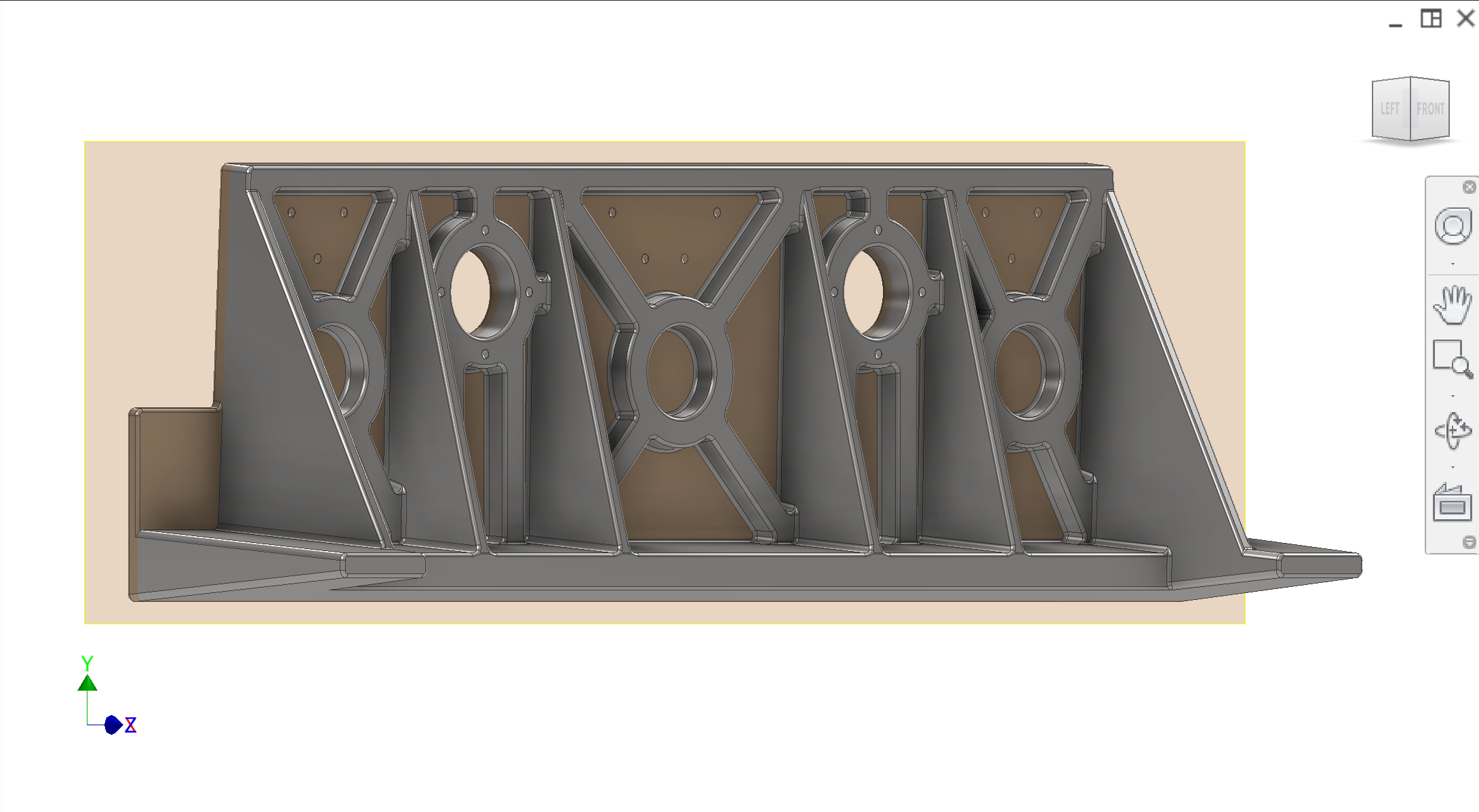
铸造轴承安装板:加工前与加工后状态、分型线/分割面以及加工轴承瓦块背景。参见传输主画廊。
图 1. 预加工(铸造轴承安装板)。
1 / 6
推荐数字(承包商清晰度)
- 添加图:焊接 L 板替代方案— vs 施法路线;角撑板布局和焊接顺序。
- 添加图:直线轴承瓦块平面度— 公差标注和检验夹具概念。
- 添加图:底部法兰至框架— 轨道/横梁连接处的螺栓/销钉方案。
CAD 下载 (STEP)
讨论
Rough design & intent
- 主要要求— 保持轴平行度和轴承对准,使轭架不会卡住,即使在冲洗污染和不对称/堵塞负载下也是如此。
- 两种架构—(一)砂铸+后加工刚度/鲁棒性,以及 (B)焊接钢(两块水射流切割板焊接成 L + 三角形角撑板),然后进行应力消除和机加工。
- 卫生表面— 板正面暴露于清洁喷雾/汁液中;果肉/果汁附近的表面应可清洁(目标粗糙度概念:关键表面上的 Ra 0.8 μm)。
已知问题和风险
- 失真— 焊接选项可能需要消除应力(烤箱)和机械加工,以避免翘曲和失准。
- Casting quality— 铸造选项必须考虑表面质量、肋厚度和收缩/孔隙风险;需要与铸件供应商协调。
- 所有定位/紧固件功能待定— 销钉方案、螺栓模式和垫片策略尚未最终确定,必须提出建议以进行可重复的重建。
DFM 和制造(中国)
- 演员设计说明(当前意图)— 最小壁厚~8毫米;肋材上的拔模角度约为 3°;包括用于后铸造加工设置的钻凹坑/功能;分型面位于带肋的背面(Z 轴负方向)。
- 机加工操作— 机后顶部和底部安装面平坦;面向机器卫生的内表面;背面有机器轴承安装垫;用于螺栓固定的机器底部法兰接口。
- 焊接设计说明(当前意图)——两块水刀板焊成L形;添加三角形角撑板;消除应力,然后加工关键面/垫。
Questions for contractor
- 推荐铸造+机加工还是焊接+消除应力是在中国实现刚度、重复性、表面质量和交货时间的最佳路径。提供权衡。
- 提出销钉/螺栓/垫片方案,将该板安装到车架纵梁上,以进行可重复的季节性重建(对齐→螺栓→钻孔/铰孔→销钉工作流程可接受)。
- 定义加工/检查计划以保证轴/轴承对准(基准、平面度/平行度目标和实际检查)。
- 推荐用于冲洗暴露和卫生表面的材料/饰面。
接口
- 输入:来自轭/轴和堵塞情况的力/力矩通过轴安装座和轴承安装座反作用到该板中。
- 输出:对车架纵梁和横梁的反作用力;保持提取/收集剥离器接合的对准。
- 山:将螺栓(和计划的销钉)固定到车架纵梁上;根据需要可调节/调整以实现对准。
Interfaces and tolerances
已知的接口和公差。链接到相关子系统。
| Part | Interface / tolerance | 有关的 |
|---|
| 变速箱安装板 | 安装到车架导轨上;销钉/螺栓/垫片策略待定;对齐关键 | 框架 |
| 直线轴承安装座 | 安装到背面的机加工垫上;要求平整度以进行对齐 | 轭和驱动轴 |
| 卫生表面 | 暴露于冲洗;相关面上所需的光滑表面(目标 Ra ~0.8 μm 概念) | — |
← 返回传输 · P6 RFP 概述